Dead Men's Steam School Seminar
This all-technical, three-hour seminar will make you familiar with the many types of old steam heating systems and what goes wrong with them. Dan Holohan’s easy-to-follow...
The phone rang on a cold morning this fall. “I need your help converting my steam system to hot water. I am tired of the banging, uneven heat and astronomical gas bills. Are you able to help?”
“Slow down,” I advised. “Before we condemn your steam system, why don’t I stop by and take a look?”
While I try to get as much information over the phone before scheduling a site visit, I have learned over the years to avoid diagnosing the problem over the phone and making a recommendation sight unseen.
I know that many contractors have converted steam systems to hot water with good results. I am of the opinion that in the majority of cases it is easier, less expensive and a better solution to find and resolve the problems and deficiencies of the steam system rather than to try and convert it to hot water.

The next morning, I stopped by the customer’s house to survey the job. The house was an American Foursquare, circa 1915, located in Alexandria, Va. (see photo 1). It was heated by an old Hutchison Vapor System, a type of system I run across often in the Washington, D.C. area. This system was manufactured by the Hutchison Vapor Heating Corporation based in Washington, D.C. and has been gone for more than 80 years. I first ran across this type of steam system almost 15 years ago. Not knowing what it was, I contacted my friend and mentor Dan Holohan, who sent me all the information he had on the system.

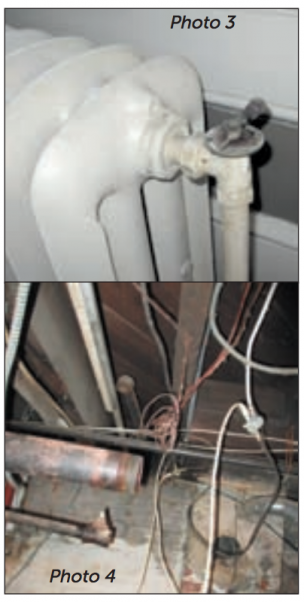
This was a two-pipe steam system that was designed to operate at very low operating pressure, ounces of pressure rather than pounds. There were no traps on the radiator outlets (see photo 2). Steam was kept out of the dry returns by a combination of graduated inlet valves (see photo 3) that would only allow a metered amount of steam into the radiators. The oversized radiators would condense the steam before it reached the outlet at a very low operating pressure of approximately six ounces. There was no main vent. The air was vented into the chimney, aided by the draft of the chimney. The remnant of this vent pipe is still visible (see photo 4). A boiler return trap originally returned water to the boiler when pressure got too high. This boiler return trap was no longer there, perhaps removed by the previous installer not knowing the importance of this device.
The boiler return trap was a type of steam-operated pump and allowed the condensate to return back to the boiler when the pressure of the original coal boiler was too high to allow for it to return by gravity. Because this device had been removed, a low operating pressure was now a requirement.
This system was the Cadillac of heating systems in its day. It would be a travesty to convert it to hot water, or worse, rip it out and install forced air. What it needed was some TLC and updating.
The existing boiler was only about 10 years old but was leaking between the sections. The near boiler piping, while creative, was not what the manufacturer intended. The tee where the main vent used to be now sported a pipe plug (see photo 4). As there was no heat, I did some basic troubleshooting and found a blown fuse link in the rollout switch. There were three other blown fuse links on the floor around the boiler and this appeared to be a recurring issue (We later found the flue was clogged with leaves and sticks).
I temporarily bypassed the fuse link and was able to get the boiler to fire. After about 10 minutes, the steam came up, followed shortly by a horrendous water hammer. I flipped the switch off at the boiler and gauged the owner’s reaction. “Oh, it does that every cycle,” he said, as if this were a normal occurrence. He said the last guy told him that was what steam systems did. "That’s how you know the heat is up.”
I assured him that this was not a normal occurrence and searched for the cause as the boiler cooled off. One clue was the pressuretrol, which was set to cut out at 2 PSI and cut in at 1 PSI. This would be OK with a typical one-pipe steam system, but was way too high for this vapor system. While this was an issue, alone it was not the cause of the severe water hammer.
I noted that some of the graduated inlet valves were stuck and a couple had been replaced with hot water radiator valves. Again, while this was a contributing factor, it was not the primary cause. I traced the steam main around the basement, which was easier said than done. The client, to put it nicely, had accumulated enough stuff in his basement over the years to qualify for an episode of “Hoarders.”
After moving some boxes while searching for the end of the steam main, I located the problem. The steam main was dripped into a wet return that was no longer wet. It ran around the perimeter of the basement approximately 36 inches above the floor. Originally, this house had a tall boiler with a water line well above the return line. The current boiler had a water line about 24 inches above the water line making this formerly wet return a dry return. A minimum of 28 inches of vertical is required to allow the condensate to return by gravity. We had about 10 inches on this job.
When this return was exposed to steam pressure, the returning condensate was slammed around the piping by steam that was not intended to be there, creating the water hammer. Once I had a handle on all of the problems with this system, I proposed a solution that my client graciously accepted.
We restored this old vapor system to its former glory by replacing the boiler with a new properly sized Burnham Independence steam boiler. When sizing the boiler, I measured the connected radiation and piping taking into account the existing radiators were about 20 percent oversized to condense the steam. We re-piped the header to manufacturer specifications using both boiler outlets and a drop header to ensure dry steam at the lowest possible velocity. We then re-piped the returns and dropped them down to the floor making them wet returns (see photo 2). This solved the water hammer problem.
The graduated inlet valves were beyond repair so we replaced them with forged brass steam radiator valves and added steam traps at the outlets to prevent steam from getting into the dry returns (see photos 5 and 6). Since we installed a Vapor-Stat on the boiler limiting maximum pressure to 16 ounces, the steam traps were not absolutely necessary but I thought it prudent to avoid any future problems. These traps will keep steam out of the wet returns regardless of the boiler operating pressure.
We installed two high capacity main vents to the system and insulated all exposed heat mains and returns in the basement with fiberglass pipe insulation. We thoroughly cleaned and skimmed the boiler and put it into service. The client marveled at the lack of noise and banging as well as the even heat distribution. Another steam system lovingly restored!
Dan Foley is president and owner of Foley Mechanical, Inc. based in Lorton, Virginia. (www.foleymechanical.com). FMI specializes in radiant, hydronic and steam systems as well as mechanical systems for large custom homes.
This all-technical, three-hour seminar will make you familiar with the many types of old steam heating systems and what goes wrong with them. Dan Holohan’s easy-to-follow...
We always have turkey for Thanksgiving. I mean who doesn’t? My job wasn’t to cook it, though; it was to eat it.
I had written a story for Plumbing & Mechanical a while back about a fella in Canada who sent me this email: "Our problem is that five out of hundreds of univentilator co...